



除了傳統(tǒng)的焊接方法,塑料或聚合物的激光熔融工藝在許多行業(yè)已發(fā)展成為一種成熟的焊接手段。這種清洗工藝為用戶提供了許多優(yōu)勢(shì),能夠促成敏感組件的熔融。聚合物的激光熔融是指將被焊接的組件進(jìn)行交疊的傳輸工藝。如圖1所示,上面的連接部件輸送激光輻射后為下方的部件所吸收并軟化。熱量的傳遞也融化了上層,并且在部件之間形成了焊接點(diǎn)(力)。因此,待焊接的零部件的激光傳輸特性在這一激光熔融工藝中是很重要的。
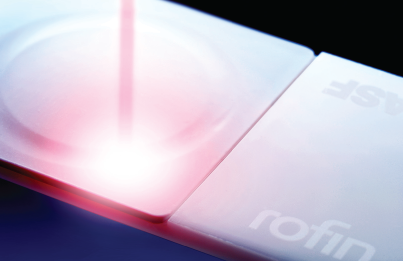
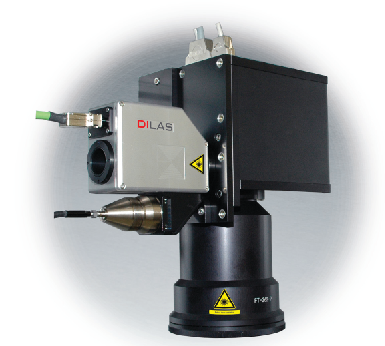
圖1:在聚合物的激光熔融 工藝中,上方的連接部件輸 送激光輻射后為下方的部件 所吸收并熔化。
在聚合物的激光熔融工藝中,上方的連接部件輸送激光輻射后為下方的部件所吸收并熔化。
通常用于聚合物熔融的二極管激光器發(fā)射的波長(zhǎng)介于800 到1000納米之間。大多數(shù)非著色的熱聚合物在此波長(zhǎng)范圍內(nèi)都具有良好的激光傳輸性能。
將一種諸如炭黑的吸收材料添加到基底材料中,而特殊的添加劑也可以被摻入到混合材料中。各種顏色組合(從透明到淺色)可能會(huì)吸收激光器的波長(zhǎng),或強(qiáng)烈吸收并同時(shí)能夠傳輸激光波長(zhǎng)。
工藝優(yōu)勢(shì)
大多數(shù)的激光焊接方式在很大程度上能夠抗衡傳統(tǒng)的焊接手段,并提供了許多工藝優(yōu)勢(shì)。值得一提的是:其對(duì)接合區(qū)的能量輸入所展現(xiàn)的控制能力對(duì)許多裝配件和組件來(lái)說(shuō)是一個(gè)顯著優(yōu)勢(shì)。典型的優(yōu)勢(shì)可概況如下:
● 真正的密封性;
● 最小的機(jī)械應(yīng)力和熱應(yīng)力;
● 穩(wěn)定、可靠和非常靈活的工藝流程;
● 完全不會(huì)產(chǎn)生顆粒和碎片;
● 形成內(nèi)部的防護(hù)性接縫;
● 最少的熔體噴射;
● 無(wú)需額外的材料;
● 焊接點(diǎn)的質(zhì)量和耐久性都非常好。
質(zhì)量和過(guò)程控制
與其他連接手段一樣,激光熔融工藝中同樣也會(huì)面臨質(zhì)量控制問(wèn)題。究竟如何在熔融過(guò)程中確認(rèn)品質(zhì)和/或?qū)⒑玫牟考牧淤|(zhì)部件中區(qū)分出來(lái)呢?究竟如何通過(guò)合適的質(zhì)量和過(guò)程控制手段來(lái)最大程度降低不合格的零部件數(shù)量呢?
其中一種質(zhì)量評(píng)估方法(同樣也被用于其它焊接手段)是沿著設(shè)定好的激光熔融路徑來(lái)測(cè)定參數(shù)的變化。這種熔融路徑可以通過(guò)使用一款掃描振鏡圍繞固定、封閉的熔融路徑快速驅(qū)動(dòng)激光束。(圖2)
圖2:一種用于評(píng)估激光焊接質(zhì)量的方法是沿著設(shè)定好的激光融合路徑來(lái)測(cè)定參數(shù)的變化,其涉及使用一款掃描振鏡圍繞固定、封閉的融合路徑快速驅(qū)動(dòng)激光束
激光束朝著一個(gè)可程控的熔融輪廓迅速偏轉(zhuǎn),該熔融輪廓幾乎同時(shí)熔化。通過(guò)使用一款機(jī)械夾持裝置輕輕將裝配組件壓貼在一起,熔融材料會(huì)塌縮到一個(gè)限定的距離,并且可以對(duì)其進(jìn)行測(cè)量。如果熔融部分呈現(xiàn)出相容性以及可焊接性,那么可以將這種塌縮視為優(yōu)質(zhì)的焊接。如果該參數(shù)沒(méi)有得到滿足,那說(shuō)明熔接縫可能不達(dá)標(biāo),因而部件也可能成為次品被報(bào)廢。
另外一種評(píng)估激光熔融質(zhì)量的方法是在熔融工藝流程中使用一款遠(yuǎn)程高溫計(jì)來(lái)對(duì)熔融材料進(jìn)行測(cè)定。配有集成式高溫計(jì)的加工頭能夠快速控制熔融溫度以及檢測(cè)熔融缺陷。激光熔融過(guò)程中采用溫度控制的優(yōu)點(diǎn)是顯而易見(jiàn)的,尤其當(dāng)焊接的零部件的光學(xué)性能顯示出一定的非均勻性時(shí)。通常,當(dāng)這些零部件采用玻璃纖維增強(qiáng)后會(huì)發(fā)生這種不均勻性。例如,使用自動(dòng)激光功率控制可以抵消和彌補(bǔ)這些不均勻性,以保持所需溫度。
當(dāng)高溫計(jì)控制不能彌補(bǔ)有缺陷的焊接區(qū)時(shí),便可能提示溫度信息的增加(例如,由部件被污染或兩個(gè)部件之間接觸不良或斷開(kāi)接觸所引發(fā))。同樣地,當(dāng)沒(méi)有達(dá)到所需的熔融溫度時(shí),高溫計(jì)將發(fā)揮檢測(cè)作用;(由于激光功率不足而導(dǎo)致)。如果超過(guò)軟件界定范圍的溫度上限值和下限值時(shí),受到影響的零部件可能被視為不合格。
聚合物熔融
當(dāng)前,聚合物的激光熔融工藝已被越來(lái)越多地應(yīng)用在各種不同的行業(yè)中,并正在取代許多傳統(tǒng)的接合方式。例如,在醫(yī)療設(shè)備制造領(lǐng)域,潔凈度是絕對(duì)強(qiáng)制性的要求。
尤其需指出的是,激光熔融技術(shù)在汽車(chē)行業(yè)供應(yīng)鏈中已得到廣泛的認(rèn)可。汽車(chē)零部件往往配備了敏感的電子元件或操縱元件,并且含有液體。在這些或其它類(lèi)似情況下,激光束的熔融便是可選擇的理想手段,將其與過(guò)程控制相結(jié)合,未來(lái)二極管激光器將持續(xù)滲入更多的應(yīng)用領(lǐng)域。
透明聚合物的熔融
近來(lái),透明聚合物的熔融通常需要用到價(jià)格比較昂貴的特殊吸收劑并且向方程式添加工藝流程。然而,使用波長(zhǎng)較高的激光器已經(jīng)在許多透明聚合物的熔融應(yīng)用中剔除了對(duì)吸收劑的需求。
波長(zhǎng)更高的激光器被應(yīng)用在透明聚合物的熔融工藝中,這類(lèi)激光器與聚合物的交互作用與傳統(tǒng)波長(zhǎng)為800–1000nm的激光器是不同的。部分激光能量仍然通過(guò)一種透明的熱塑性材料進(jìn)行傳輸,但是在此波長(zhǎng)范圍,部件仍然產(chǎn)生輕微的吸收力。所吸收的能量足夠?qū)θ廴趨^(qū)的聚合物進(jìn)行加熱并且產(chǎn)生所需的結(jié)果。
眾所周知,在激光行業(yè)中,激光能量會(huì)在被熔融的聚合物的每一個(gè)表面得到吸收。通常在這些應(yīng)用中,四個(gè)表面會(huì)發(fā)生吸收作用:其中包括上表面、兩個(gè)接合面以及下表面。由于接合界面是由多個(gè)平面構(gòu)成的,透明聚合物的焊接過(guò)程中發(fā)生的大部分吸收能夠?yàn)橥该餍偷臒崴苄运芰显诓皇褂梦仗砑觿┑那闆r下實(shí)現(xiàn)高效熔融提供一個(gè)完美的環(huán)境。
轉(zhuǎn)載請(qǐng)注明出處。

 相關(guān)文章
相關(guān)文章
 熱門(mén)資訊
熱門(mén)資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀
















 關(guān)注我們
關(guān)注我們