



在交通運(yùn)輸行業(yè)中,由于對(duì)提高燃料效率和降低碳排放量有著強(qiáng)烈的需求,因而極大地推動(dòng)了碳纖維增強(qiáng)復(fù)合材料(CFRP)在各種飛機(jī)和汽車零部件制造中的應(yīng)用。隨著這種材料的成本持續(xù)下降,對(duì)它的需求和使用將進(jìn)一步加強(qiáng)。碳纖維增強(qiáng)復(fù)合材料是一種輕質(zhì)、經(jīng)久耐用的材料,具有良好的耐腐蝕性和抗振性,因而可取代許多金屬零部件。優(yōu)化設(shè)計(jì)的碳纖維增強(qiáng)復(fù)合材料零部件比鋼能的質(zhì)量輕70%,比鋁則輕了30%,這些優(yōu)點(diǎn)使其對(duì)許多非交通運(yùn)輸相關(guān)行業(yè)也極具吸引力,例如風(fēng)能發(fā)電中使用的零部件、運(yùn)動(dòng)器材、石油勘探設(shè)備和消費(fèi)類電子產(chǎn)品。
但是這些優(yōu)點(diǎn)在讓碳纖維增強(qiáng)復(fù)合材料成為一種獨(dú)特而有用的材料的同時(shí),也使得難以對(duì)其進(jìn)行高質(zhì)量的加工。在其產(chǎn)品中使用碳纖維增強(qiáng)復(fù)合材料的制造商也在尋求降低制造成本的方法。由于刀具磨損以及操作成本很高,常規(guī)的機(jī)械和磨料水射流切割技術(shù)的成本高昂,并且加工過程中的纖維斷裂和材料分層情況很常見,因而造成了成品率損失。而使用激光加工的方法能提供諸多優(yōu)點(diǎn),例如非接觸式的加工過程以及在當(dāng)前的生產(chǎn)環(huán)境下容易實(shí)現(xiàn)自動(dòng)化。激光加工避免了刀具磨損以及機(jī)械技術(shù)引起的質(zhì)量逐步下降,并且能降低操作成本。此外還可以減少或消除加工過程中的纖維損傷和材料分層情況。不過,對(duì)于激光加工碳纖維增強(qiáng)復(fù)合材料來說,一個(gè)關(guān)鍵的挑戰(zhàn)就是同時(shí)實(shí)現(xiàn)高的生產(chǎn)率以及在材料中形成最小的熱影響區(qū)(HAZ)。
脈沖紫外激光器的功能
高功率連續(xù)波(CW)紅外(IR)激光器(千瓦功率級(jí))能以更高的速度來加工碳纖維增強(qiáng)復(fù)合材料,但是在材料上會(huì)留下難以接受的大量的熱影響區(qū)。另一方面,超快激光器可以帶來低的熱影響區(qū),但通常加工材料的速度會(huì)比較慢。因此,所面臨的挑戰(zhàn)就是找到一個(gè)能實(shí)現(xiàn)速度和質(zhì)量的良好平衡的激光源和工藝。脈沖納秒激光器具有良好的加工速度和質(zhì)量,波長(zhǎng)往往會(huì)對(duì)最后的結(jié)果產(chǎn)生重大影響。特別是,在紫外(UV)波長(zhǎng)的較強(qiáng)吸收能實(shí)現(xiàn)高質(zhì)量的加工。Spectra-Physics的高功率Quasar紫外激光器和TimeShift脈沖整形技術(shù)非常適合碳纖維增強(qiáng)復(fù)合材料的燒蝕、切割和鉆孔,并且不會(huì)破壞纖維,同時(shí)能實(shí)現(xiàn)高的速度和質(zhì)量。
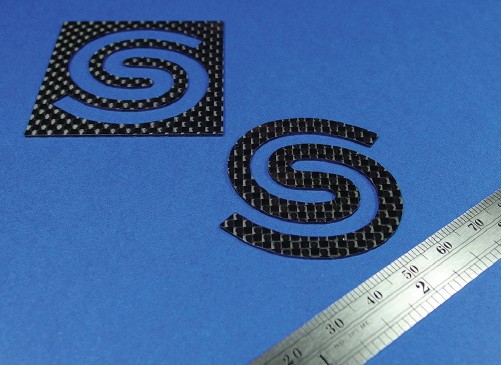
為了展示Quasar紫外激光器的能力,我們對(duì)厚度為250μm的基于聚丙烯腈(PAN)的碳纖維增強(qiáng)復(fù)合材料板材進(jìn)行加工(圖1)。我們使用了不同的脈寬、功率、重復(fù)頻率和掃描速度。我們還測(cè)試了Quasar技術(shù)所進(jìn)行的脈沖串加工的性能。我們對(duì)比了各種情況下的切割速度和熱影響區(qū)(在這里是指沿著切割路徑暴露的纖維的平均長(zhǎng)度)。
圖1:在~1mm厚的碳纖維增強(qiáng)復(fù)合材料板材上切割出Spectra-Physics的標(biāo)志
實(shí)驗(yàn)結(jié)果
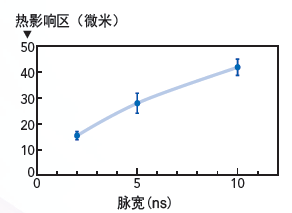
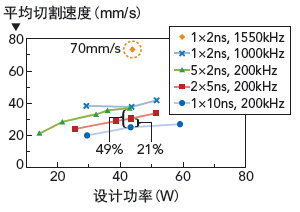
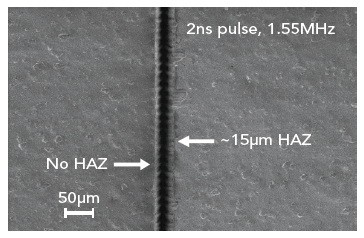
結(jié)果顯示,這種激光器能實(shí)現(xiàn)良好的加工速度與質(zhì)量。使用2ns脈沖能得到最小的熱影響區(qū)~15μm(圖2)。這是在多個(gè)加工條件下得到的平均值,在某些情況下熱影響區(qū)實(shí)際上為零。脈沖串加工是很有優(yōu)勢(shì)的,在相同的平均功率下能提高20–50%的切割速度(圖3)。通過進(jìn)行額外的工藝研發(fā)和優(yōu)化,這種激光器現(xiàn)在能以70mm/s的速度來切割250μm厚度的碳纖維增強(qiáng)復(fù)合材料板材,同時(shí)熱影響區(qū)小于15μm(圖4)。
圖2:脈沖持續(xù)時(shí)間對(duì)熱影響區(qū)的影響
圖3:功率、重復(fù)頻率、脈沖持續(xù)時(shí)間(包括脈沖串)對(duì)切割速度的影響
除了切割和鉆孔,碳纖維增強(qiáng)復(fù)合材料零部件的粘接和焊接也是非常重要的,因?yàn)閭鹘y(tǒng)的鉚接和其他類型的緊固技術(shù)需要在材料上鉆孔,在鉆孔過程中對(duì)纖維的損傷會(huì)破壞零部件的強(qiáng)度。因此,膠粘劑粘結(jié)是一種合適并且常用的連接碳纖維增強(qiáng)復(fù)合材料零部件的技術(shù)。不過需要清洗成型過程中在零部件表面上的殘留物和碎片。對(duì)零部件進(jìn)行徹底的清潔和表面織構(gòu),同時(shí)又不破壞纖維,這對(duì)于實(shí)現(xiàn)更高的連接強(qiáng)度至關(guān)重要。
圖4 : 一份碳纖維增強(qiáng)復(fù)合材料樣本的掃描電子顯微鏡(SEM)圖像顯示其具有良好的激光切割質(zhì)量
碳纖維增強(qiáng)復(fù)合材料零部件的上漆也很有挑戰(zhàn),因?yàn)檫@種材料的表面潤(rùn)濕性低,并且表面附著力差,可以用激光加工來進(jìn)行改進(jìn)。有必要在上漆之前進(jìn)行徹底的激光清除和表面織構(gòu),以改善表面潤(rùn)濕性。研究表明,與紅外激光器進(jìn)行織構(gòu)相比,用紫外激光表面織構(gòu)的零部件有更高的搭接剪切強(qiáng)度。如圖所示,使用平均功率大于60W的Quasar進(jìn)行速度為80mm2/min的區(qū)域清除和表面織構(gòu),不會(huì)對(duì)纖維造成任何可見的損傷。
小結(jié)
我們證明了紫外納秒脈沖激光器在碳纖維增強(qiáng)復(fù)合材料加工中的應(yīng)用極具前景。Quasar激光器的高功率和可編程脈寬/形狀,在加工碳纖維增強(qiáng)復(fù)合材料時(shí)能同時(shí)實(shí)現(xiàn)高的質(zhì)量和速度,包括切割、鉆孔、表面織構(gòu)和清洗。借助這種高功率的激光器,我們?cè)诒WC低的熱影響區(qū)和不破壞碳纖維的同時(shí),能實(shí)現(xiàn)高的加工速度。我們還在積極進(jìn)行更深入的研究,向其他加工單元和更厚的材料發(fā)展,以及就激光參數(shù)對(duì)碳纖維增強(qiáng)復(fù)合材料加工的影響來進(jìn)行擴(kuò)展研究。
轉(zhuǎn)載請(qǐng)注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀
















 關(guān)注我們
關(guān)注我們