





本論文旨在研究用YAG激光焊接機對玻璃基片進行微焊接時,如何防止裂紋產(chǎn)生。為了在用YAG激光焊接機熔接玻璃基片時保證焊接精度,以往的論文提出了一種新的玻璃焊接方法。在該方法中,兩塊玻璃板被重疊放置,在焊接區(qū)域涂上激光吸收劑。YAG激光照射到基片表面時,僅涂層區(qū)域會吸收激光。因此,只有涂層區(qū)域會熔接在一起,玻璃表面應(yīng)該是透明的。但是以往論文的研究指出,在玻璃基片的熔融區(qū)域會有YAG激光熱沖擊產(chǎn)生的微裂紋出現(xiàn)。在本文的研究中,我們提出用預加熱基片的方法減少熱沖擊,從而防止熔融區(qū)域的裂紋產(chǎn)生。在預熱焊接實驗中,以基片預熱溫度和激光能量為變量,對焊接表面質(zhì)量和焊接強度進行評定。實驗結(jié)果表明,采用預加熱的方法可以實現(xiàn)玻璃基片的無裂紋焊接。
1. 簡介
目前,光電器件、光傳輸器件等應(yīng)用領(lǐng)域,對玻璃微焊接技術(shù)提出了更高的要求,焊后零件必須具有更高的精度和結(jié)合強度。在傳統(tǒng)方法中,膠黏劑和熱熔都可用于玻璃材料零件的連接。但這些連接方法的精度等級、結(jié)合強度和生產(chǎn)率都不能滿足當前的應(yīng)用需求。傳統(tǒng)的玻璃零件焊接方法,固化劑在凝固過程中會有不規(guī)律的收縮,必然導致較大的定位誤差。一些論文中報道了不使用吸收劑完成玻璃焊接的實例,例如采用窄脈沖寬度激光如飛秒脈沖激光來完成焊接。
但是,飛秒激光系統(tǒng)的造價非常昂貴,并且很難應(yīng)用于焊接面積較大的場合。為了克服上述問題,本文提出了一種僅用于玻璃界面焊接的新方法。在該方法中,玻璃板需重疊放置,并且需要在待熔玻璃表面涂覆吸收劑。YAG激光照射在其上,僅被涂層區(qū)域吸收。
以往的論文對玻璃基材的移動焊接的可行性有大量的研究報道,已經(jīng)對實驗的有效性進行了充分論證。這些研究提出的主要問題在于,激光光束能量會讓焊接區(qū)域的溫度變得很高,焊接區(qū)域和非焊接區(qū)的溫度梯度差很大,激光的熱沖擊會導致在焊接區(qū)域產(chǎn)生裂紋,從而使焊接強度降低。
本文研究了玻璃基片的預熱溫度對焊接質(zhì)量和強度的影響。利用YAG激光焊接機對玻璃板進行了微焊接實驗,通過改變玻璃基片的預熱溫度來觀察焊接區(qū)域的裂紋狀況和結(jié)合強度。
2. 激光玻璃焊接方法
采用激光在玻璃基體表面進行焊接,被稱為激光玻璃焊接方法。然而,傳統(tǒng)的激光焊接方法無法直接應(yīng)用于玻璃表面,這是由于激光光束波長很難被透明的玻璃基材吸收。但是,當將兩玻璃基片重疊放置,并且把石墨碳等激光吸收材料涂覆在兩基片的接觸面時,激光光束就可以被有效吸收了,也就是能夠在玻璃界面實現(xiàn)熔融焊接,如圖1所示。
應(yīng)用該工藝可以完成對玻璃基片的高效點焊。在本文的實驗中,會先在兩基片的熔融界面上涂敷一層激光吸收材料,之后將兩玻璃基片重疊放置,接著YAG激光光束垂直照射于玻璃表面。此時,只有在吸收劑涂敷區(qū)域激光光束才能被吸收,因此可以做到只有焊接區(qū)域的基材會受到影響,其它區(qū)域的玻璃表面不會有損傷。YAG激光焊接機具有良好的聚光性和很小的熱效應(yīng),同時輸出功率也易于控制,非常適合于微小復雜零件的焊接,因此非常符合本文的實驗要求。該實驗方法理論上可以作為硅晶體或玻璃微型零件的有效焊接方法。并且有望通過激光束分支技術(shù),實現(xiàn)兩個或兩個以上點焊區(qū)域的同時焊接。
然而,采用這種工藝通常會在玻璃的焊接區(qū)域留下微裂紋,特別是當激光光束能量或焊接區(qū)溫度梯度較高時。本文探討了焊接區(qū)域微裂紋的形成機理,并通過實驗研究玻璃基片預熱溫度對焊接質(zhì)量和強度的影響。
3. 實驗裝置和方法
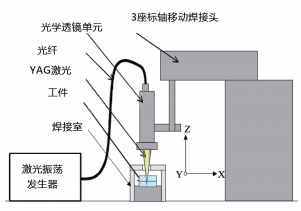
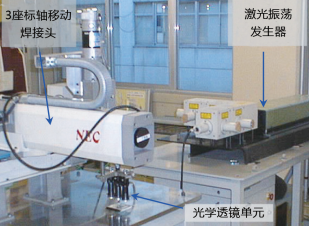
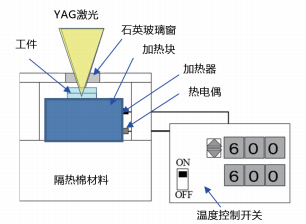
激光焊接實驗的設(shè)備示意圖為圖2,實物照片為圖3。本文實驗中使用的是脈沖振蕩YAG激光焊接機,其最高激光能量為40J/脈沖,光纖將激光束引導至焊接室上方。脈沖振蕩激光焊接機非常適合于點焊。激光振蕩器發(fā)出的激光束被光纖分成6束,其中的一束被引導至可以在X、Y、Z三個坐標軸上自由移動的焊接頭上,焊接頭上安裝有激光聚焦透鏡,移動精度為10μm。為了控制待焊接工件的溫度,會將工件放置在高溫保溫爐中,如圖4所示。工件被放置在不銹鋼焊接室中,通過附帶的筒式加熱器對其進行加熱,使用隔熱棉材料讓工件的溫度保持恒定。焊接時,激光束穿過焊接室的石英玻璃窗打在工件上。工件的溫度可以通過內(nèi)置的熱電偶測量,保溫范圍在293–873K。
激光焊接條件參數(shù)如表1所示。實驗工件為硼硅玻璃基片,玻璃片的厚度約為1mm。在以往的論文中,為了提高激光的吸收效率,會在工件表面涂黑色油基涂料。本實驗中,理想情況下,玻璃的預熱溫度應(yīng)遠高于油基涂料的蒸發(fā)溫度(約423K)。因此,需要通過真空沉積法在玻璃片表面涂覆Fe涂層,F(xiàn)e涂層對YAG激光的吸收系數(shù)很高,并且耐高溫性能較好。Fe涂層的厚度約為0.2μm。這里設(shè)置了兩個實驗變量:一是輸出激光束的脈沖寬度分別為2.5ms和7.5ms;二是工件的預熱溫度分別為293、473、673和873K。
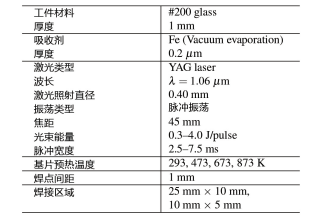
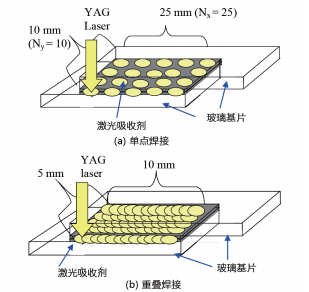
實驗所用的YAG脈沖激光的波長λ=1.06μm。在單點焊接的工藝條件下,如圖5(a)所示,焊接區(qū)域也就是激光照射區(qū)域為25mm×10mm范圍,焊點間隔1mm,也就是說激光束的發(fā)射總數(shù)為250(Nx=25,Ny=10)。在重疊焊接的工藝條件下,如圖5(b)所示,激光束照射區(qū)域為10mm×5mm范圍內(nèi),激光束的發(fā)射總數(shù)為780,焊接區(qū)域的重疊比率2.0。
在實驗的最后,會對玻璃焊件進行如下測試評估:(1)使用微分干涉差顯微鏡(Nomarski)觀測工件焊接區(qū)域的微觀形貌;(2)使用能譜掃描電鏡(SEM-EDX)分析焊接區(qū)域的元素成分;(3)使用剪切強度測試儀測量焊接區(qū)域的剪切強度。
4. 實驗結(jié)果
4.1 微觀形貌觀測
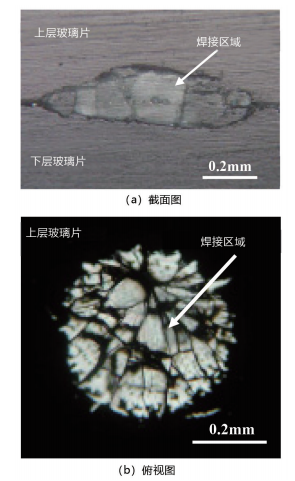
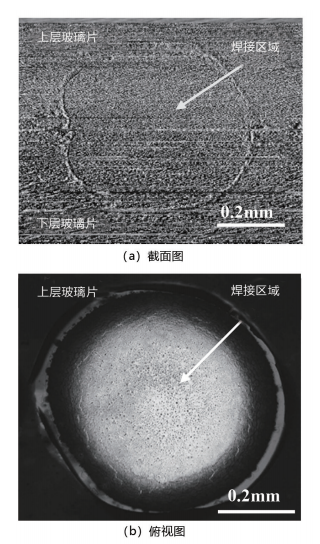
首先,使用先前的焊接方法,即在293K(20℃)的溫度下焊接玻璃基片,并使用微分干涉差顯微鏡觀測焊接點。圖6為焊接區(qū)域的顯微照片。其中,圖6(a)為焊接區(qū)域的截面圖,圖6(b)為焊接區(qū)域的俯視圖。可以看到在激光照射區(qū)域,也就是吸收劑涂敷區(qū)域周圍存在橢圓形熔融層。在此溫度下,由于基材的激光照射區(qū)域和非照射區(qū)之間有很高的溫度差,可以觀察到焊接區(qū)域有許多裂紋和氣泡。另外,圖7為將玻璃基片的預熱溫度設(shè)定在673K(400℃)時,焊接區(qū)域的顯微照片。其中,圖7(a)為焊接區(qū)域的截面圖,圖7(b)為焊接區(qū)域的俯視圖。在較高的預熱溫度下,焊接區(qū)域內(nèi)部未觀察到裂紋和氣泡??梢哉J為,在這種情況下基材的激光照射區(qū)域和非照射區(qū)之間的溫差較低,也就是熱沖擊降低了,可以有效防止裂紋產(chǎn)生。另外,還觀察到高預熱溫度比常溫下的焊接區(qū)域的寬度和深度都大。
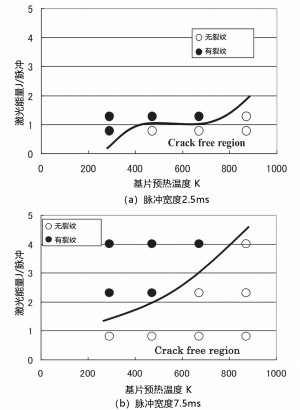
玻璃基片的預熱溫度和焊接區(qū)域是否有裂紋的關(guān)系如圖8所示。圖8(a)顯示的是脈沖寬度為2.5ms時的裂紋情況,圖8(b)顯示的是脈沖寬度為7.5ms時的裂紋情況。在這兩種情況下,隨著基片預熱溫度的升高,裂紋發(fā)生的情況都有所減少,并且激光輸出的能量越大,裂紋出現(xiàn)的幾率越高。這是因為當玻璃基片的預熱溫度升高時,由激光引起的熱沖擊就相對減小了,裂紋出現(xiàn)的幾率也隨之減小了。我們認為,激光輸出的能量越高,玻璃基片上照射區(qū)域的溫度就越高,照射區(qū)域和非照射區(qū)域之間的溫度梯度也越大,焊接區(qū)域裂紋也越容易產(chǎn)生。
4.2 焊接區(qū)域的元素分析
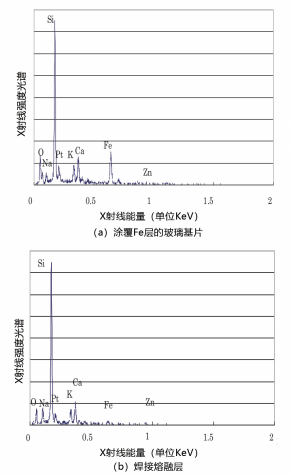
焊接區(qū)域的元素成分使用能譜掃描電鏡(SEM/EDX)進行分析。EDX光譜如圖9所示,定量分析的結(jié)果見表2。原始玻璃基片的EDX光譜見圖9(a),作為參照數(shù)據(jù),激光焊接后的玻璃基片的EDX光譜如圖9(b)所示。分析結(jié)果顯示,用作激光吸收劑的Fe元素仍有部分殘留在焊接區(qū)域。Fe的熔點為1535°,沸點為2754°。另外,F(xiàn)e對YAG脈沖激光(波長λ=1.06μm)的吸收系數(shù)約為30%,因此不會有熔化或氣化的Fe元素擴散到焊接區(qū)域以外。因此,殘留的Fe只會存在于焊接熔融層中。
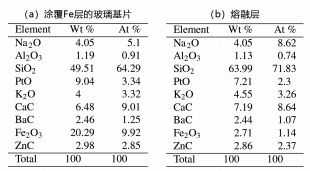
焊接后的玻璃片EDX光譜中顯示有Pt元素的存在,這是因為做EDX分析時,需要在玻璃表面涂覆Pt層,以防止靜電荷產(chǎn)生。結(jié)論是,在焊接區(qū)域會有作為吸收劑的Fe元素殘留,但是玻璃成分不會因激光照射而發(fā)生變化。
4.3 焊接區(qū)域的剪切試驗
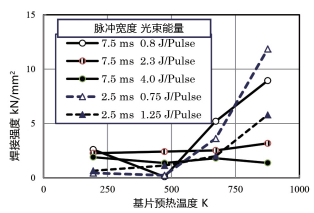
使用剪切強度測試設(shè)備評估焊接強度。玻璃基片預熱溫度對焊接強度的影響如圖10所示。這里選擇的是單點焊接的方式,如圖5(a)所示,焊接條件如下:激光的脈沖寬度分別為7.5ms和2.5ms,玻璃基片預熱溫度分四種293、473、673、873K。隨著基片預熱溫度的升高,焊接強度在每種脈沖寬度下都有所增加。這里獲得的最大焊接剪切強度為12kN/mm2。焊接時的熱沖擊越大,焊接裂紋就越多,焊接強度也越低。
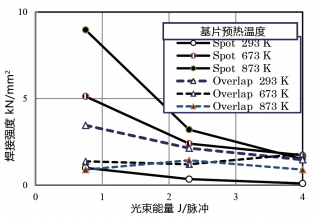
重疊焊接的示意圖為圖5(b)。圖11顯示了單點焊接和重疊焊接兩種方式下,不同基片預熱溫度對焊接強度的影響。這里設(shè)置了三種基片預熱溫度分別為293、673和873K。在單點焊接中,隨著基片溫度的升高焊接強度也隨之上升。在重疊焊接中,焊接強度在任何預熱溫度下都不高。
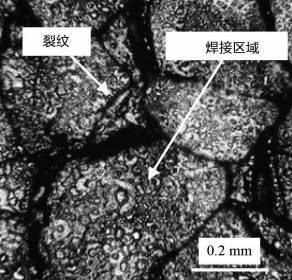
重疊焊接的顯微照片顯示在圖12中。在單點焊接方式下,可以通過提高基片預熱溫度來減少焊接區(qū)域的裂紋,在重疊焊接方式下,即使基片預熱溫度很高,裂紋仍然會產(chǎn)生。裂紋在激光照射的邊緣區(qū)域尤其嚴重。因此,為了防止焊接裂紋、提高焊接強度,應(yīng)該避免采用重疊焊接方式。這是因為,對比照射區(qū)域與非照射區(qū)域的溫度梯度差,重疊焊接要比單點焊接的溫度差大很多。
5. 結(jié)論
文提出了一種新型的玻璃焊接方法,可以很好地預防焊接區(qū)域微裂紋的產(chǎn)生。此方法敘述如下:首先在兩玻璃基片的待焊接區(qū)域涂敷激光吸收劑,之后將其重疊放置與具有加熱保溫功能的焊接室中預熱,最后通過YAG激光焊接機完成焊接步驟。焊接過程是很短的,不會對玻璃基片造成任何損傷。焊接實驗都是在YAG激光焊接機上完成的,通過設(shè)定不同的基片預熱溫度,研究溫度與微裂紋和焊接強度之間的關(guān)系。實驗結(jié)論如下:
1) 在單點焊接方式下,隨著基片預熱溫度的升高,焊接強度逐漸加強。而在重疊焊接方式下,基片預熱和在室溫下焊接的強度差異不大。為了減少焊接裂紋,就要減小焊接區(qū)和非焊接區(qū)的溫度梯度差,避免大的熱沖擊。
2) EDX光譜分析顯示,焊接區(qū)域和非焊接區(qū)域的玻璃元素成分沒有發(fā)生變化,只是在焊接區(qū)域會有作為吸收劑的Fe殘留。
3) 當玻璃基片的預熱溫度提高時,焊接強度也隨之提高,這里獲得的最高焊接強度為12kN/mm2。
4) 在重疊焊接的方式下,焊接強度得不到有效提高,這是因為在這種情況下,即使預熱溫度很高,也不能避免熱沖擊。
轉(zhuǎn)載請注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀















 關(guān)注我們
關(guān)注我們